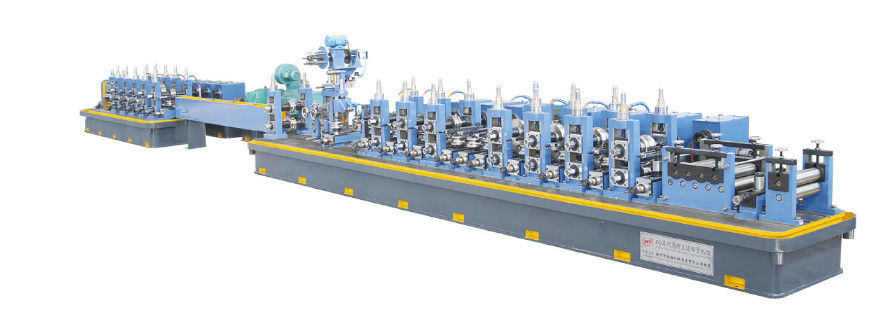
Прямым линия сваренная швом трубки ГБ700-88 мельницы линия мельницы трубы ЗГ60 высокочастотная
Тип | ЗГ60 |
Стальной выход трубки | 30-80М/мин |
О.Д. | Φ19-Φ63.5мм |
Толщина стены | 1.0-3.0мм (квадратная трубка и в форме особенн трубка δ≤2.5мм) |
Резать | Холодная пила вырезывания КНК |
Описание:
1. Описание
Это оборудование специально использовано для произведения Φ19-Φ63.5мм, трубки 1.0-3.0мм высокочастотным прямым сваренной швом и соответствуя квадратной трубки трубки и в форме особенн (δ≤2.5мм). Состав оборудования от ункоилер к пиле вырезывания фиксированной длины. Скорость завальцовки можно отрегулировать соответственно внутри соответствующий ряд толщины диаметра и стены трубки.
2. Применимый материал:
(1) прокладка горячих или холоднокатаной стали (согласно ГБ700-88)
(2) материал: Низкоуглеродистая сталь, низкая легированная сталь, гальванизированная стальная прокладка
(3) толщина стальной прокладки: 1.0-3.0мм (согласно ГБ708-88)
(4) ширина стальной прокладки: 60-200мм
(5) удостоверение личности стальной катушки: Φ450-Φ550мм
(6) О.Д. стальной катушки: Φ800-Φ1200мм
(7) катушка максимального веса: 3000кгс
3. Ряд размера обработки стальной трубки:
(1) О.Д.: Φ19-Φ63.5мм
(2) толщина стены: 1.0-3.0мм (квадратная трубка и в форме особенн трубка δ≤2.5мм)
(3) длина: 4-8М
4. Филируя скорость: 30-80М/мин (выберите различную скорость согласно различным диаметру и толщине трубы)
5. Поток процесса продукта (стальной трубки):
→ → сырья (стальной катушки) раскручивая режа и материал → заварки конца аккумулируя не-силу → выравнивая → заварки → → мельниц-формируя высокочастотное извлекая заусенцы вне → определения размеров → → шва сварки охлаждая грубо выправляя трубку отделкой → вырезывания фиксированной длины →
7. Ролик
1. Ролльс для сваренной трубки будет приказан дополнительно согласно типу и спецификации обеспеченным клиентом.
Материал: Кр12мов
9. Технические приложения
a. Ункоилер
Тип структуры: Расширять Доубле-сиде180ºротары ГИДРАВЛИЧЕСКИЙ туго, который обеспечивают стальную катушку питаясь альтернативно и делают стальную прокладку идя в аккумулятор свободно.
Применимый ряд:
Стальная ширина прокладки: 60-200мм
Толщина: 1.0-3.0мм
Стальная катушка О.Д.: Φ800-Φ1200мм
Стальное удостоверение личности катушки.: Φ450-Φ550мм
Стальной вес катушки: Макс.3000кгс
Гидравлические части: ИУКЭН
Пневматические части: АИРТАГ
Мотор АК: Сименс Бэйде
b. Резать и стыковая машина:
Использование: обеспечьте 2 свернутых спиралью стальных прокладки режа тидилы и после этого сваривая совместно и
выравнивать море сварки
аккумулятор к.Хоризонтал-тыпе: (Мотор АК СИМЕНС БЭИДЭ с регулятором АББ)
Стальные прокладки прокладок, который хранят в нем будут достаточно для обеспечения главной машины бежать непрерывно пока сваривающ 2 свернутых спиралью прокладки.
(1) структура: типа Горизонтальн плит-сваренная часть с автоматические питаться и средством доставки. Питаясь мотор: АК 15КВ и управляемый мотор: АК 18.5КВ
(2) аккумулирующ том: 150-300М.
Горизонтальный тип аккумулятор
d. Блок формирующ, сваривать и определение размера:
(Подшипник НСК используемый для стоек горизонтальных и вертикали)
(1) питание выравнивая прибор:
a. Тип: 5 кренов пассивно выровняны для выравнивать сталь прокладки для того чтобы сделать стальные прокладки пойти в формировать прибор.
b. Направляя крен: Одна пара
(2) формировать прибор:
Главным образом грубо мельниц-формировать шов стальную сварку прокладки и контролировать.
a. Горизонтальный каток на стойке:
Количество: 7
Структура: Литая сталь, двойное снабжение жилищем, изменяя свертывает в стороне
Диаметр вала горизонтального крена: Φ70мм, материал: 42КрМо
b. Вертикальный каток на стойке:
Количество: 9 (вертикальная группа миллер)
Тип: Пассивное вращение
Диаметр вала вертикального крена: Φ40мм, материал: сталь 45#
c. Коробка зубчатого колеса привода
Количество: 7
Структура: Спиральное коническое зубчатое колесо, цилиндрическая шестерня
Материал: покрывать: КТ50, шестерня: 20КрМнТи и 40Кр, вал входа и выхода: 40Кр
Передача привода: 14 набора трансмиссионного передаточного вала универсалии автомобиля 212 виллиса
d. Один набор кровати для установки
(3) направляя прессуя и сваривая выскабливая прибор:
a. Один набор стойки ведущего валика для контролируя направления шва трубы для обеспечения шва трубы плоского и прямо входящ в в прессуя ролики.
b. Один набор прессуя катка на стойке для контролировать шов сварки для того чтобы осуществить успешную заварку.
c. 2 набора рамки шабера для выскабливая шва внешнего шва
d. Кровать установки вместе с формировать машину
(4) один набор прибора водяного охлаждения.
(5) определяя размер прибор: Главным образом точная формируя труба после сваривать и контролировать точность размера. Каждые 6 наборов горизонтального катка на стойке, вертикального катка на стойке и коробки передач привода, 12 наборов всеобщего вала. (Составьте такие же как формирующ прибор)
(6) грубо выправлять рамку машины:
a. Тип: Тип турка главный, 4 крена определяет наборы стороны 2
b. Одна кровать установки вместе с определением размера главной машины.
(7) вынуждающая система: Главный блок соединен с основой уменьшает главным мотором и передает силу ветвям коробки передач, тогда привод ветвей коробки передач верхний и вниз валы на горизонтальной рамке крена.
a. Главный мотор: З4 серия, ДК 185КВ (мотор ДК Хенли) один набор
b. Главный редуктор: ЗЛИсерис (концы 4-вала снаружи) один набор
e. Высокочастотный сварщик: (Прпеаред покупателем/пользователем)
Полупроводниковый высокочастотный сварочный аппарат: 200КВ
Включите регулятор скорости ДК, общую таблицу контроля и станцию кнопки
f. Холодная пила вырезывания КНК:
Структура | Холодное вырезывание |
(1), максимальный диаметр | Φ63.5мм |
(2), максимальная толщина | δ3.0мм |
(3), длина вырезывания
и точность | Л=4~8м, ≤±1.5㎜ |
(4), управляя тип | Контролируемое гидравлическое |
(5), размер увидело лезвие | Φ400мм |
(6), управляя мотор | Мотор сервопривода 15КВ |
(7), режущ мотор | АК 7.5КВ |
(8), питаясь мотор | Мотор сервопривода 2.9КВ |
(9), скорость вырезывания | Максимум 80М/мин |
Управляемый мотор: Мотор сервопривода Яскава АК сделанное в Японии 15КВ
Питаясь мотор: Мотор сервопривода Яскава АК сделанное в Японии 2.9КВ
Мотор вырезывания: АК СИМЕНС БЭИДЭ сделанное в Китае 7.5КВ
Гидравлические части: ИУКЭН
Пневматические части: АИРТАГ
Лезвие пилы: КИНКЭЛДЭР сделанное в Голландии (импортированной технологии покрытия высокоскоростной стали ПВД)
g. Таблица бега-вне:
Сваренная оборудованная структура рамки
с сигнализацией определения размеров